




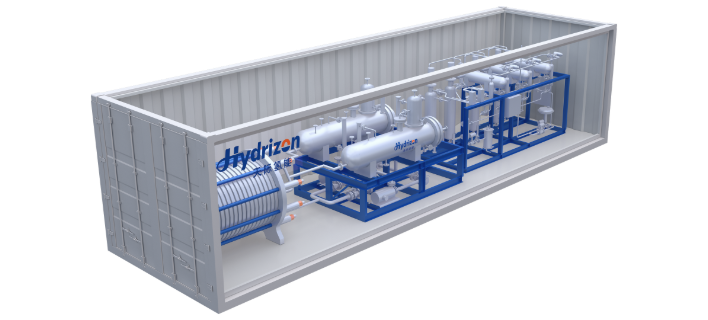
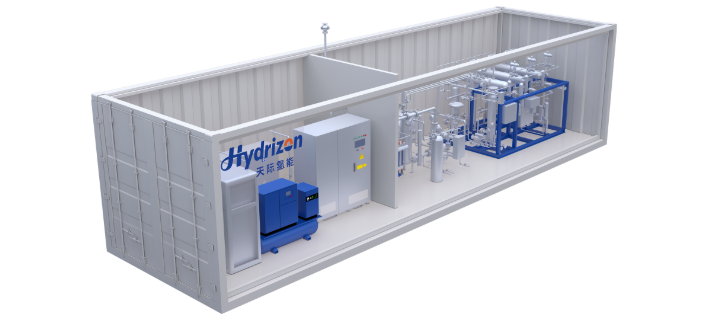
高度集成化
四合一集成设计;空间节省50%+;模块化管路布局;系统紧凑性提升
已形成标准化装备,可根据客户需求进行产品选配,集成后使用
规格 500Nm³/h 及以下制氢系统,可实现集装箱模块化安装
规格 200Nm³ /h 及以下制氢系统,可在设备到货 24h 内实现安装、调试、产气
应用于分布式能源系统,为偏远地区、海岛等提供氢气供应;也可与可再生能源发电项目配套,实现能源的存储和转化
集装箱式电解水制氢系统采用高度集成化设计,将电解槽、电源、控制及气体处理等核心组件整合于标准集装箱内,形成可移动部署的紧凑单元。该设计通过模块化生产降低单位制氢成本,减少80%以上现场施工量,并实现从分布式到集中式的灵活配置。封闭式结构配备多重安全防护(氢气监测/灭火系统)和智能控制模块,有效隔离环境干扰且便于维护巡检,系统运行噪音振动低,可快速对接其他能源设施形成综合解决方案,在提升经济性的同时兼具环境友好特性。
碱性系统发展时间长,技术较为成熟,有比较多的实际项目运行案例支撑,各核心零部件供应链完整,单槽规模大,初始投资成本较低。
| 工况信息 |
30-110% 负荷范围 |
90±2℃ 运行温度 |
≤1h 冷启动时间 |
≤4.4kw.h/Nm³ 能耗(直流) |
|---|---|---|---|---|
| 输出信息 |
100~500Nm³ 产氢量 |
1.6MPa 产氢压力(无压缩) |
>99.9% 初始氢气浓度 |
>99.999% 产品氢气浓度 |
PEM 电解水具有较高的电流密度,能够快速响应电源输入的变化,非常适合与可再生能源发电系统配套,可灵活适应可再生能源发电的间歇性和波动性。
| 工况信息 |
10-125% 负荷范围 |
65±5℃ 运行温度 |
≤10min 冷启动时间 |
≤4.4kw.h/Nm³ 能耗(直流) |
|---|---|---|---|---|
| 输出信息 |
50~200Nm³ 产氢量 |
3.0MPa 产氢压力(无压缩) |
>99.9% 初始氢气浓度 |
>99.999% 产品氢气浓度 |
适用场景:大型集中式绿氢项目,工业领域为主(石油精炼、氢冶金、火电绿氨掺烧、绿氨/绿醇制取)
| 工况信息 |
30-110% 负荷范围 |
90±2℃ 运行温度 |
≤1h 冷启动时间 |
≤4.4kw.h/Nm³ 能耗(直流) |
|---|---|---|---|---|
| 输出信息 |
100~500Nm³ 产氢量 |
1.6MPa 产氢压力(无压缩) |
>99.9% 初始氢气浓度 |
>99.999% 产品氢气浓度 |

四合一集成设计;空间节省50%+;模块化管路布局;系统紧凑性提升

标准化生产流程;模块化架构兼容;快速维护响应;全生命周期降本

AI驱动自动化控制;远程集群运维;数据预测性优化;冷启动效率提升30%

冗余安全配置;气体泄漏实时预警;多级联锁保护;全流程纯度稳定99.99%

注重细节和使用场景,合理定制化产品
全自动焊接工艺,具有低频循环功能,自动值班模式
所有产水阶段均配备合格控制模块,保证出水质量
自动化程度高,完全实现全自动一键启停
| 型号 | 处理量 | 尺寸(m) |
|---|---|---|
| HIE-W200 | 0.2~0.25m³ /h | 1.5×1.0×2.5 |
| HIE-W500 | 0.5~0.6m³ /h | 2.0×1.5×2.5 |
| HIE-W1000 | 1.0~1.2m³ /h | 2.5×2.0×2.5 |

负荷宽:调整系统控制策略,有效降低低负荷运行时氧中氢浓度
能耗低:采用多点温度测量与运行负荷联动控制,减少能耗,节省冷却水消耗
零渗透:优化碱液换热器,排除碱液渗透到循环水侧风险
更安全:优化氢、氧分离器,排除事故状态下氢氧液位失控导致的安全问题
| 技术参数 | |
|---|---|
| 处理规模 | 1-4000Nm³ /h |
| 氢气纯度 | 99.8% |
| 氧气纯度 | 99.2% |

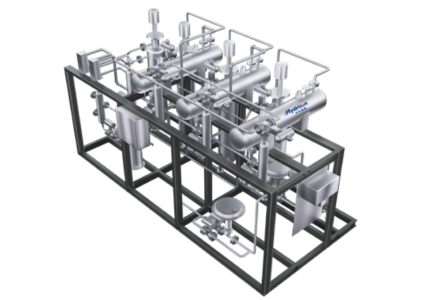
优化结构设计:更简单更紧凑, 完全配适碱式电解槽
系统凝液零排放:集成度高,操作便捷
氢 / 氧冷却分离器:融合传统氢、氧气液分离器及碱液冷却器功能
氢 / 氧综合塔:融合传统洗涤器,冷却器,气水分离器和疏水器功能
| 技术参数 | |
|---|---|
| 处理规模 | 1-4000Nm³ /h |
| 氢气纯度 | 99.8% |
| 氧气纯度 | 99.2% |

产品氢纯度高,性能稳定,经济性好
采用先进工艺:吸附塔、管道、阀门少,操作运营便捷
再生气体 100% 回收,无任何损耗
具备自动排水功能,减少人员操作,安全可靠
| 技术参数 | |
|---|---|
| 处理规模 | 5-12000Nm³ /h |
| 产品氢纯度 | 99.999% |
| 氧含量、水含量 | ≤1ppm |
| 露点 | ≤-70° |









邮箱:client@hydrizon.cn
电话:0512-52997666
网址:www.hydrizon.cn
地址:北京市东城区安定门外大街208号玖安广场




